



弧焊是電弧在焊劑層下進行焊接的(de)方法,這種方法是利用焊絲與焊件之間在焊劑層下(xià)燃燒的電弧產生(shēng)熱量,熔化焊絲、焊劑和母材金屬而形(xíng)成焊縫,連接被焊工件。在埋弧焊中,顆粒狀焊劑對電弧和焊接區起保護和合金化作用,而焊絲則用作填充金屬。
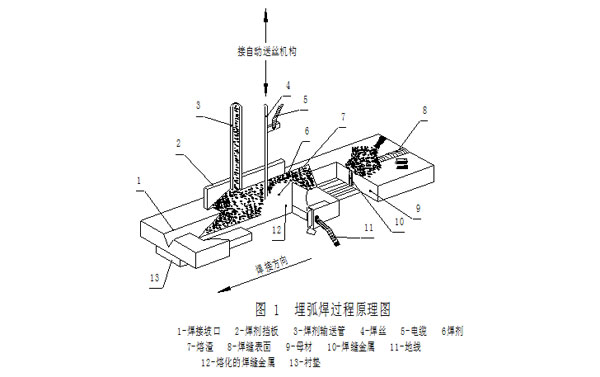
埋弧過程原理如圖1所(suǒ)示。焊絲和工件分別與焊接電源的輸出端相接。
焊(hàn)絲由送絲機構連續向覆蓋焊劑的焊接區給(gěi)送(sòng),電弧引燃後,焊劑、焊絲和母材在電(diàn)弧熱的作用下(xià)立即熔(róng)化(huà)並形成熔(róng)池,熔化(huà)的熔渣覆蓋住熔池金屬及高溫焊接區,起良好的保護作用,未熔化的焊劑亦具有隔離空(kōng)氣屏(píng)蔽電弧光和熱的作用,並提高了電弧的熱效(xiào)率。
熔(róng)融的焊劑與熔化金(jīn)屬之間(jiān)可產生各種冶金反應,正確地控(kòng)製這些冶金反應的進程,可以獲得化學成分、力學性能和純度符合(hé)預定技(jì)術要求的焊縫金屬。同時焊劑的成分也(yě)影響到電(diàn)弧的穩定性,電弧柱的高溫度(dù)以及(jí)熱分布。熔渣的特(tè)性也對焊道(dào)外表的(de)成形起一定的作用(yòng)。
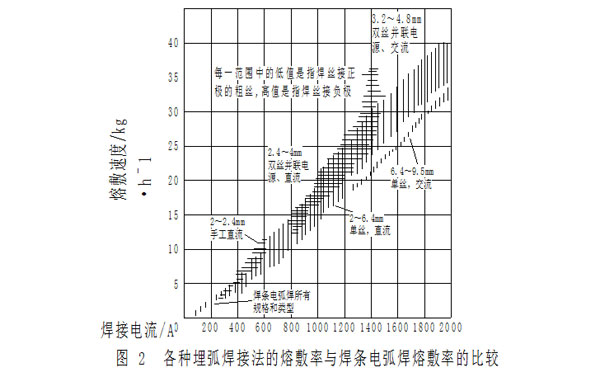
埋弧焊時可以采用較短(duǎn)的焊絲伸出長度並可在焊接過程中基本保持不變,焊絲可以較高的速度自動給送,因此可以采(cǎi)用大電流進(jìn)行焊(hàn)接,從而可(kě)達到相當(dāng)高的熔敷率。圖2對比了手工弧焊和各種埋弧焊方法(fǎ)的熔敷率,埋(mái)弧焊的熔敷率可比(bǐ)手工電弧焊高1-10倍;其次,埋弧焊(hàn)是一種(zhǒng)高電流密度焊接法,具(jù)有深熔的特點,一次熔透深度可達20mm以上,因此,它是一種高生(shēng)產率焊接法。
手工埋(mái)弧焊時,焊絲由送絲機構通過軟管給送,焊(hàn)頭的(de)移動由(yóu)焊工手工操作並控製焊(hàn)接速度。埋弧焊時,整個焊接過程,如啟動、引弧、送(sòng)絲、焊機(或工件)移動以及焊接結束時填滿弧坑等(děng)全由焊機機械化控製(zhì),焊工隻需按動相(xiàng)應的按鈕。
綜上所述,埋弧焊接法(fǎ)具有(yǒu)下列主要特(tè)點:第 一,埋弧焊是一種高(gāo) 效焊接法,不僅熔敷率高,而且具有深熔能(néng)力,30mm以下的對接接頭可以不開坡口或開淺坡口焊成全焊透的焊縫;第二,埋弧焊時電弧及焊接區受到良好的保護(hù)、焊縫質量優良,致密性好,且焊縫外觀平整光滑,易於控(kòng)製焊道的成形,能夠滿足對焊縫各種性能的要求;第三,簡化坡口準備,節省大量(liàng)的焊接材料;第四,焊接過程無弧光刺激,易(yì)於實現焊接過程的機械化、自動化,改善(shàn)了焊工的勞動強度。
| 下一條:MIG/MAG CO2弧焊(hàn)機(jī)保養方法 |

 電話
電話
 產品中心
產品中心
 解決方案
解決方案
 聯係日韩精品高清在线观看
聯係日韩精品高清在线观看